Nguyên vật liệu:
- ống định hình 10x10 mm, 40x40 mm;
- bu lông, đai ốc M6-M16;
- dải 40x10 mm;
- trục bánh xe đạp;
- con lăn căng đai có ổ trục;
- lò xo kéo dài;
- đai chà nhám.
Quy trình sản xuất máy

Để lắp ráp giường máy, bạn cần lấy một ống định hình 40x40 mm có chiều dài bằng máy mài góc và hàn một đoạn nhỏ của bất kỳ cấu hình đủ chắc chắn nào 8-10 cm vào giữa nó.

Một dải 40x10 mm được hàn vào phôi hình chữ T. Nó sẽ đóng vai trò như một giá đỡ để căng con lăn. Chiều dài của nó phải lớn hơn kích thước của băng mà bạn định sử dụng.

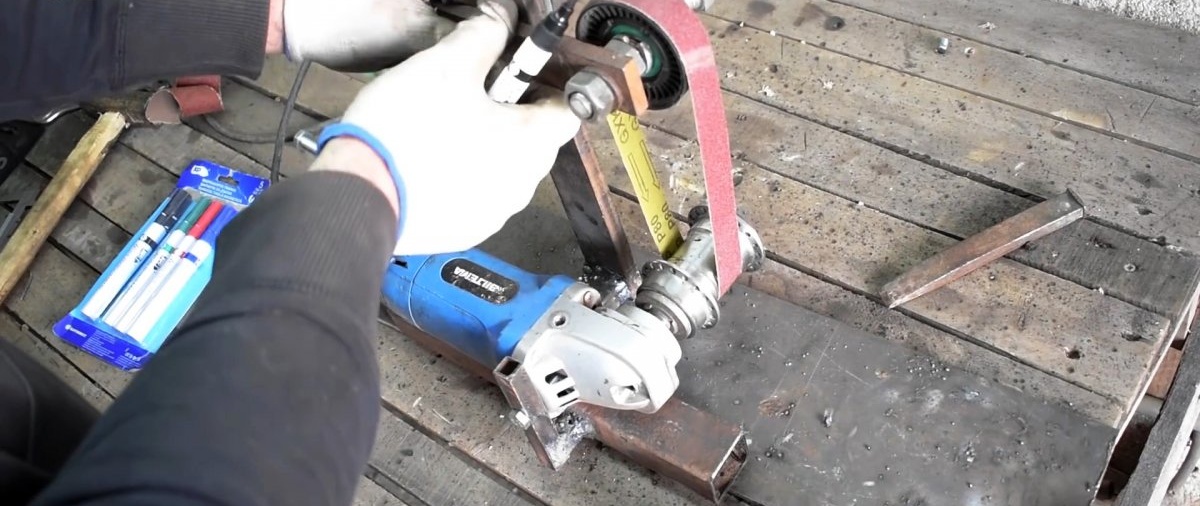
Để gắn máy mài góc vào khung, bạn cần chuẩn bị 2 bu lông ren như sử dụng trên tay cầm tiêu chuẩn của nó. Ống định hình được khoan từ bên dưới để có thể gắn máy mài góc vào đó bằng cách vặn bu lông vào lỗ dành cho tay cầm.



Tiếp theo, một giá đỡ hình chữ L ở bên cạnh được hàn từ một ống định hình mỏng. Nó cũng được khoan để cho phép vít bu-lông lắp thứ hai vào lỗ bên cạnh cho tay cầm.



Một trục bánh xe đạp được lắp trên trục máy mài góc. Để làm điều này, bạn cần hàn một đai ốc tiêu chuẩn dự phòng vào đó để kẹp đĩa cắt hoặc M14 thông thường.


Ống lót sẽ hoạt động như một con lăn dẫn động. Con lăn căng đai định thời cũ của ô tô sẽ đóng vai trò là nô lệ. Để làm điều này, bạn sẽ cần phải chọn và ấn một ổ trục vào đó.

Sử dụng dải thép, bạn cần chế tạo tay căng cho con lăn dẫn động. Một lỗ được tạo ra trong đó và trên giá đỡ trước đó được hàn vào khung để siết chặt các bộ phận bằng bu lông.


Khoảng cách khoan được chọn theo kích thước của đai chà nhám hiện có. Một lỗ được tạo ở mép vai để vặn con lăn dẫn động. Trên bu lông được sử dụng cho mục đích này, bạn có thể lắp số lượng đai ốc và vòng đệm cần thiết để di chuyển phần mở rộng của con lăn dẫn động thẳng hàng với phần dẫn động.


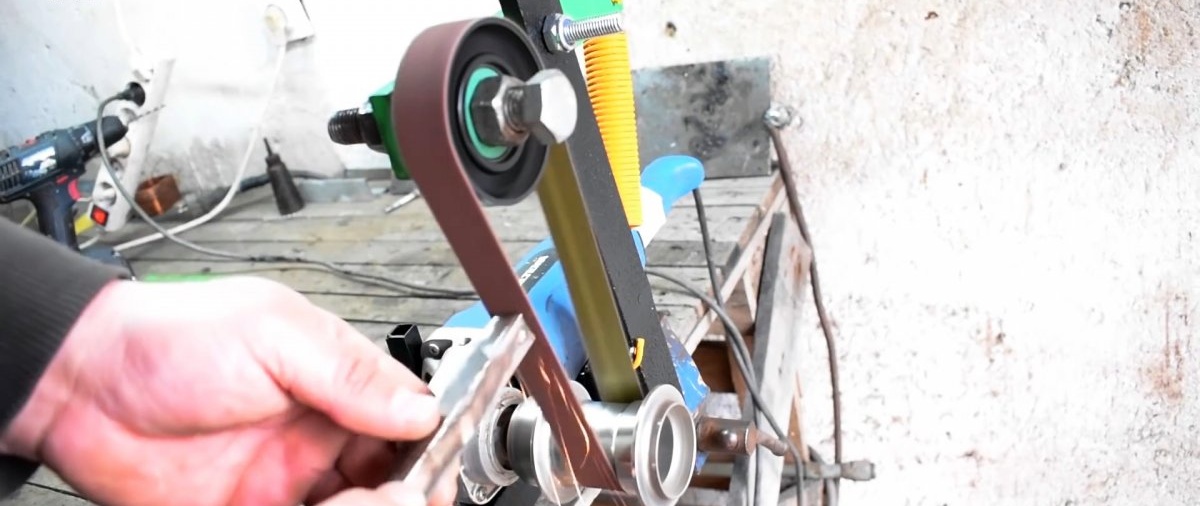
Để căng băng, bạn cần lắp một lò xo, móc vào mép vai đối diện với con lăn. Để móc từ bên dưới, bạn cần hàn một chốt nhỏ vào giá đỡ.



Công cụ này có thể được sử dụng để treo khi tuốt ống hoặc kẹp vào một cái kẹp để thực hiện những công việc đòi hỏi sự tinh tế hơn. Vì nó sử dụng các con lăn hẹp nên đai chà nhám mua có thể được cắt thành nhiều vòng hẹp, điều này sẽ giúp tiết kiệm đáng kể vật liệu mài mòn.