Nguyên vật liệu:

Quy trình sản xuất máy
Bạn cần làm một chiếc kẹp từ ván ép để gắn vòi phun. Để làm điều này, 2 phần được cắt ra dưới dạng vòng có mắt.


Họ dính vào nhau.


Để làm thân máy, bạn cần cắt 4 hình chữ nhật từ ván ép.


Kích thước của chúng được chọn tùy thuộc vào kích thước của động cơ. Trên mỗi phôi, 2 mặt vát đối diện được cắt ở góc 45°. Sau đó, các bộ phận được kết nối thành một đường thẳng bằng băng keo, các góc vát được bôi keo và các khoảng trống được dán vào hộp. Nó cũng được cố định ở các góc bằng vít tự khai thác.


Khi trống kẹp khô, nó cần được chà nhám. Sau đó, lỗ gắn được cắt theo chiều dọc vào chiếc nhẫn. Một lỗ được khoan ở bên cạnh để siết chặt bằng bu lông M6.


Một lỗ được tạo ra trong hộp. Bạn cần khớp nó với vòng kẹp và vặn vòng kẹp vào từ bên ngoài.


2 góc được bắt vít vào vỏ động cơ. Với chúng, nó phải vừa khít bên trong hộp. Động cơ được vặn sao cho trục hướng vào tâm lỗ bằng kẹp.


Một ống lót dạng ống được ép vào trục động cơ. Nó cần được sửa chữa. Để làm điều này, một lỗ được khoan trên trục và ống lót, sau đó chốt được dẫn vào.


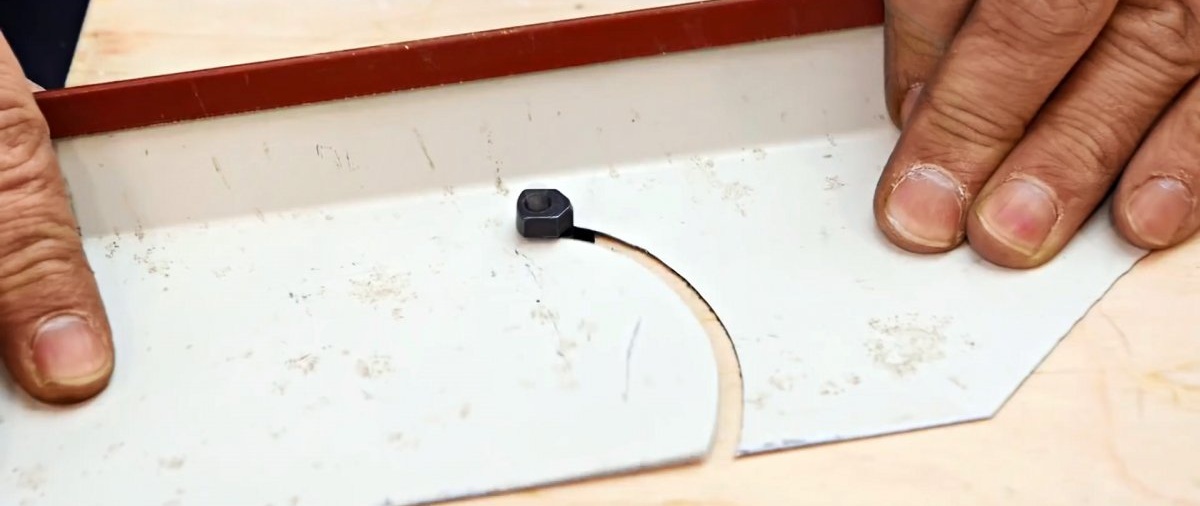
Đáy hộp được cắt từ ván ép. Nó được vặn vào và khung được sơn. Nút nguồn được nhúng ở cạnh bên. Một dây cáp nguồn có phích cắm được cắm xuyên qua động cơ.


Nibblers được đưa vào kẹp. Trục của chúng phải vừa khít với ống lót. Sau đó kẹp được thắt chặt.


Cuối cùng, một mặt bàn bằng gỗ dán có lỗ cắt kéo được vặn vào máy.

Kết quả là tạo ra một chiếc máy thuận tiện để cắt thép tấm. Tùy thuộc vào thông số của kéo, nó có thể hoạt động với kim loại có tiết diện lên tới 1,2 hoặc 1,8 mm. Nó cũng đối phó tốt với nhựa và ván ép mỏng đến 2 mm.